В производстве удобрений, химической продукции, минеральных порошков и в целом при переработке сыпучих материалов «сделать гранулу» — лишь первый шаг. Реальную конкурентоспособность определяют прочность гранул, стабильность фракции, управляемая влажность, низкая запылённость, непрерывная и стабильная работа линии, а также удобство фасовки, хранения и транспортировки. Линия валковой грануляции (также известная как сухая валковая компактация с последующей грануляцией) благодаря компактному процессу, низким энергозатратам, относительно широкому допустимому диапазону влажности и удобству переключения рецептур становится всё более популярным выбором.
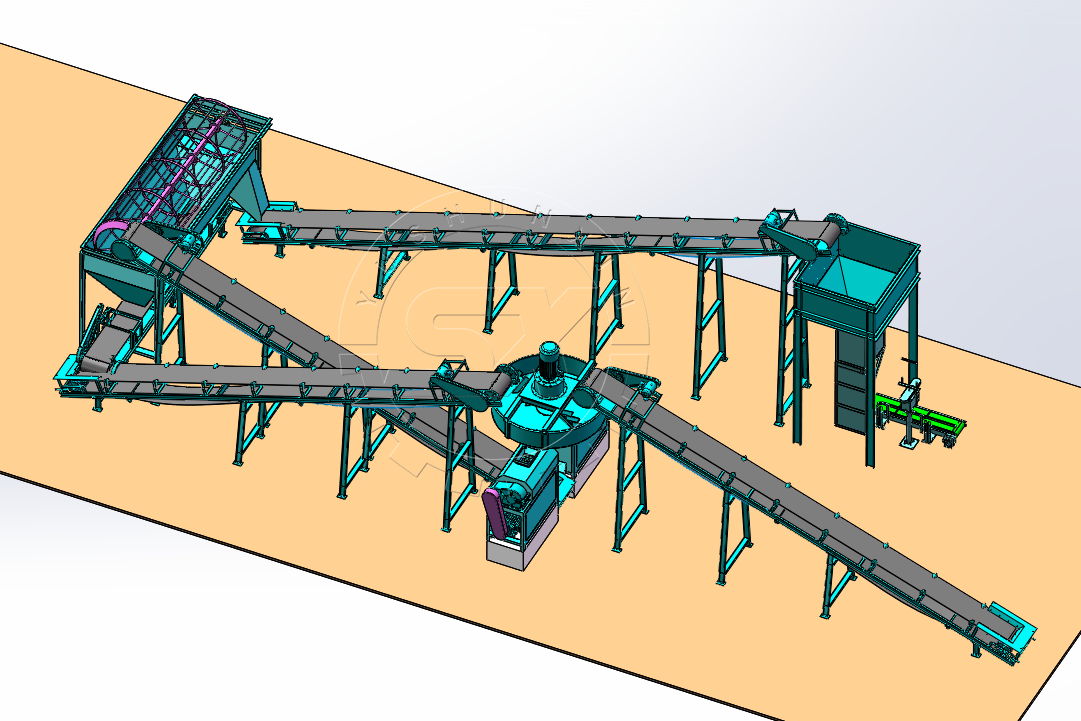
Экструзионная-линия-грануляции-2т-ч
1. Что такое валковая грануляция?
Ключевое оборудование — валковый пресс-компактор: материал подаётся между двумя встречновращающимися валками и уплотняется под высоким давлением в ленту/пласт (брикет-ленту). Затем он проходит дробление, формование и классификацию (просев), в результате чего получают гранулы целевого размера. Крупная фракция возвращается на дробление, мелочь — обратно на компактацию, формируя замкнутый контур, который стабилизирует гранулометрический состав и повышает выход годного.
Это типичный маршрут сухой грануляции/компактационной грануляции: в большинстве случаев не требуется значительное добавление воды, и можно обойтись без энергоёмкой сушки при высокой температуре.
2. Типовая технологическая схема (от порошка к гранулам)
Полноценная линия валковой грануляции, рассчитанная на стабильную эксплуатацию, обычно включает следующие узлы:
- Складирование и дозирование сырья
- Многобункерная схема: основное сырьё/добавки/микрокомпоненты
- Шнековые или ленточные дозаторы для стабильного соотношения
- Важно: защита от сводообразования, равномерная подача, удобная смена рецептур
- Предварительное смешивание (опционально)
- Повышает однородность и снижает колебания качества грануляции
- Особенно важно для рецептур с микроэлементами и функциональными добавками
- Компактация на валковом прессе
- Основные параметры: давление компактации, рисунок поверхности валков (рифление/ячейки/гладкие), зазор, плотность подачи
- Цель: стабильная плотность ленты, минимум «рыхлой ленты» и трещин, которые увеличивают долю мелочи
- Дробление и формование
- Лента дробится до гранул с контролем формы и доли игольчатых/пластинчатых частиц
- Баланс достигается подбором зазора дробилки и частоты вращения
- Просев (классификация) + возврат в контур
- Крупная фракция → на дробление, мелочь → обратно на валки
- Стабильная работа контура — основа постоянной фракции и устойчивой производительности
- Аспирация (пылеулавливание) и транспортирование/фасовка
- Источники пыли: пересыпки, дробление, просев, фасовка — нужна системная аспирация
- Готовый продукт можно подключать к автоматической фасовке, зашивке/термосварке, паллетированию и т. п.
3. Для каких продуктов подходит валковая линия?
Валковая грануляция лучше всего подходит, когда:
- Комплексные (органо-минеральные и минеральные) удобрения, улучшители почвы, часть рецептур органических удобрений (при условии, что материал хорошо уплотняется и не содержит избытка волокна)
- Минеральные порошки, соли, некоторые химические порошки с достаточной способностью к уплотнению
- Требуется низкая влажность, удобство хранения/транспортировки, и нежелательно вводить большие затраты на сушку
- Производство предполагает частую смену рецептур и небольшие партии (параметры линии обычно быстрее подстраиваются)
Менее подходящие случаи:
- Материал упругий, сильно пружинит, содержит длинные волокна, из-за чего трудно добиться стабильной ленты
- Нужна высокая шаровидность и очень строгие требования к внешнему виду (возможна альтернатива: барабанная/тарельчатая грануляция или схемы с доокатыванием/оболочкой)
- Некоторые рецептуры требуют добавления связующего или оптимизации грансостава сырья, так как валковая грануляция зависит от «уплотняемости»
4. Ключевые факторы, влияющие на качество гранул
- Окно влажности
Процесс сухой, но не означает «чем суше, тем лучше». Слишком сухой материал может плохо уплотняться и давать много пыли; слишком влажный — налипает на валки, вызывает забивания и ухудшает просев. Оптимальный диапазон следует подтвердить испытаниями.
- Гранулометрический состав и насыпная плотность порошка
Избыток ультрамелкой фракции повышает запылённость и возврат; слишком крупные частицы ухудшают уплотнение и снижают прочность. Правильная градация заметно повышает стабильность компактации.
- Рисунок валков и линейное давление
Разные рецептуры требуют разных поверхностей валков. Недостаточное давление даёт слабые гранулы, чрезмерное — может привести к трещинам ленты, росту нагрузки и энергопотребления.
- Доля возврата (стабильность замкнутого контура)
Слишком большой возврат приводит к «нарастанию мелочи», слишком малый — к колебаниям фракционного состава и снижению выхода годного. Эффективный просев и согласование узлов контура — критически важны.
5. Почему именно пыль и «замкнутый контур возврата» определяют пригодность линии?
На испытаниях линия часто «даёт гранулу», но при промышленной эксплуатации проявляются два типичных узких места:
- Высокая запылённость: пересыпки, дробление, просев и фасовка — всё пылит. Без правильно рассчитанной аспирации ухудшаются условия труда, растут отложения, возрастает аварийность.
- Нестабильный возврат: если просев, дробление и транспорт возврата не согласованы, производительность «плавает», а фракция уходит из заданных рамок.
Поэтому ещё на этапе проектирования аспирацию (точки отбора, расход воздуха, трассировку) и мощности контура (просев/дробление/возврат) следует закладывать как основу стабильности, а не как «доработку потом».
6. Эксплуатация и обслуживание: как выстроить логику ТО?
Удобно разделить обслуживание на три направления:
- Узел валков: износ поверхности валков, температура подшипников, гидросистема/регулировка зазора, уплотнения и очистка
- Дробление и просев: износ рабочих органов и сит, состояние вибрации, контроль крепежа
- Аспирация и транспорт: перепад давления на фильтрах, работа системы регенерации, отложения в трубопроводах и подсосы воздуха
Если заранее «зашить» в компоновку доступ к узлам, маршруты очистки и регламент замены расходников, это ощутимо снижает простои и затраты.
7. Какие данные подготовить перед выбором линии?
Чтобы линия обеспечивала «стабильную производительность + стабильную фракцию + стабильную прочность», желательно подготовить:
- Состав сырья и рецептура (включая микродобавки)
- Диапазон и колебания влажности
- Целевой размер гранул (например, 2–4 мм / 3–5 мм) и допустимая доля мелочи
- Требования к насыпной плотности и прочности/истираемости (например, прочность на раздавливание, абразивная стойкость, прочность при падении)
- Планируемая производительность, режим работы и формат фасовки (25/50 кг или биг-бэг)
- Ограничения площадки, условия по аспирации и электроснабжению, требования по коррозионной стойкости/взрывозащите
По возможности стоит провести лабораторные/пилотные испытания, чтобы подтвердить уплотняемость и рабочие окна параметров, а затем фиксировать окончательную конфигурацию.
Сильные стороны валковой линии грануляции — относительно короткий процесс, низкие энергозатраты, управляемая влажность, хорошая адаптация к смене рецептур, удобство непрерывного производства и фасовки. Но долгосрочная стабильность качества определяется четырьмя вещами: уплотняемостью материала, правильным «окном» параметров, устойчивым замкнутым контуром возврата и системной аспирацией/логикой обслуживания.
Если вы планируете перевод продукта из порошка в гранулы или оцениваете применимость валковой грануляции для удобрений, почвенных улучшителей и минеральных гранулятов, можно отталкиваться от ваших исходных данных и целевых показателей, чтобы подобрать технологическую схему, комплект оборудования и соответствие производительности. Для получения более подробной информации, пожалуйста, посетите:https://www.sxmashina.com/rolikovaya-ekstruzionnaya-liniya-granulyatsii/
NPKАвтоматизацияаспирациявалковая грануляциявалковый прессвозврат мелочигранулятордробление и просевзамкнутый контуркомпактациялиния грануляцииминеральные порошкиоргано-минеральные удобренияпромышленное оборудованиепылеулавливаниесухая грануляциятехнологическая линияудобренияфасовка
Линия грануляции на валковом прессе: экономичное решение для получения стабильных гранул из порошков
April 1, 2026
валковая грануляция, линия грануляции
Comments Off on Линия грануляции на валковом прессе: экономичное решение для получения стабильных гранул из порошков
cs
В производстве удобрений, химической продукции, минеральных порошков и в целом при переработке сыпучих материалов «сделать гранулу» — лишь первый шаг. Реальную конкурентоспособность определяют прочность гранул, стабильность фракции, управляемая влажность, низкая запылённость, непрерывная и стабильная работа линии, а также удобство фасовки, хранения и транспортировки. Линия валковой грануляции (также известная как сухая валковая компактация с последующей грануляцией) благодаря компактному процессу, низким энергозатратам, относительно широкому допустимому диапазону влажности и удобству переключения рецептур становится всё более популярным выбором.
Экструзионная-линия-грануляции-2т-ч
1. Что такое валковая грануляция?
Ключевое оборудование — валковый пресс-компактор: материал подаётся между двумя встречновращающимися валками и уплотняется под высоким давлением в ленту/пласт (брикет-ленту). Затем он проходит дробление, формование и классификацию (просев), в результате чего получают гранулы целевого размера. Крупная фракция возвращается на дробление, мелочь — обратно на компактацию, формируя замкнутый контур, который стабилизирует гранулометрический состав и повышает выход годного.
Это типичный маршрут сухой грануляции/компактационной грануляции: в большинстве случаев не требуется значительное добавление воды, и можно обойтись без энергоёмкой сушки при высокой температуре.
2. Типовая технологическая схема (от порошка к гранулам)
Полноценная линия валковой грануляции, рассчитанная на стабильную эксплуатацию, обычно включает следующие узлы:
3. Для каких продуктов подходит валковая линия?
Валковая грануляция лучше всего подходит, когда:
Менее подходящие случаи:
4. Ключевые факторы, влияющие на качество гранул
Процесс сухой, но не означает «чем суше, тем лучше». Слишком сухой материал может плохо уплотняться и давать много пыли; слишком влажный — налипает на валки, вызывает забивания и ухудшает просев. Оптимальный диапазон следует подтвердить испытаниями.
Избыток ультрамелкой фракции повышает запылённость и возврат; слишком крупные частицы ухудшают уплотнение и снижают прочность. Правильная градация заметно повышает стабильность компактации.
Разные рецептуры требуют разных поверхностей валков. Недостаточное давление даёт слабые гранулы, чрезмерное — может привести к трещинам ленты, росту нагрузки и энергопотребления.
Слишком большой возврат приводит к «нарастанию мелочи», слишком малый — к колебаниям фракционного состава и снижению выхода годного. Эффективный просев и согласование узлов контура — критически важны.
5. Почему именно пыль и «замкнутый контур возврата» определяют пригодность линии?
На испытаниях линия часто «даёт гранулу», но при промышленной эксплуатации проявляются два типичных узких места:
Поэтому ещё на этапе проектирования аспирацию (точки отбора, расход воздуха, трассировку) и мощности контура (просев/дробление/возврат) следует закладывать как основу стабильности, а не как «доработку потом».
6. Эксплуатация и обслуживание: как выстроить логику ТО?
Удобно разделить обслуживание на три направления:
Если заранее «зашить» в компоновку доступ к узлам, маршруты очистки и регламент замены расходников, это ощутимо снижает простои и затраты.
7. Какие данные подготовить перед выбором линии?
Чтобы линия обеспечивала «стабильную производительность + стабильную фракцию + стабильную прочность», желательно подготовить:
По возможности стоит провести лабораторные/пилотные испытания, чтобы подтвердить уплотняемость и рабочие окна параметров, а затем фиксировать окончательную конфигурацию.
Сильные стороны валковой линии грануляции — относительно короткий процесс, низкие энергозатраты, управляемая влажность, хорошая адаптация к смене рецептур, удобство непрерывного производства и фасовки. Но долгосрочная стабильность качества определяется четырьмя вещами: уплотняемостью материала, правильным «окном» параметров, устойчивым замкнутым контуром возврата и системной аспирацией/логикой обслуживания.
Если вы планируете перевод продукта из порошка в гранулы или оцениваете применимость валковой грануляции для удобрений, почвенных улучшителей и минеральных гранулятов, можно отталкиваться от ваших исходных данных и целевых показателей, чтобы подобрать технологическую схему, комплект оборудования и соответствие производительности. Для получения более подробной информации, пожалуйста, посетите:https://www.sxmashina.com/rolikovaya-ekstruzionnaya-liniya-granulyatsii/
NPKАвтоматизацияаспирациявалковая грануляциявалковый прессвозврат мелочигранулятордробление и просевзамкнутый контуркомпактациялиния грануляцииминеральные порошкиоргано-минеральные удобренияпромышленное оборудованиепылеулавливаниесухая грануляциятехнологическая линияудобренияфасовка